
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
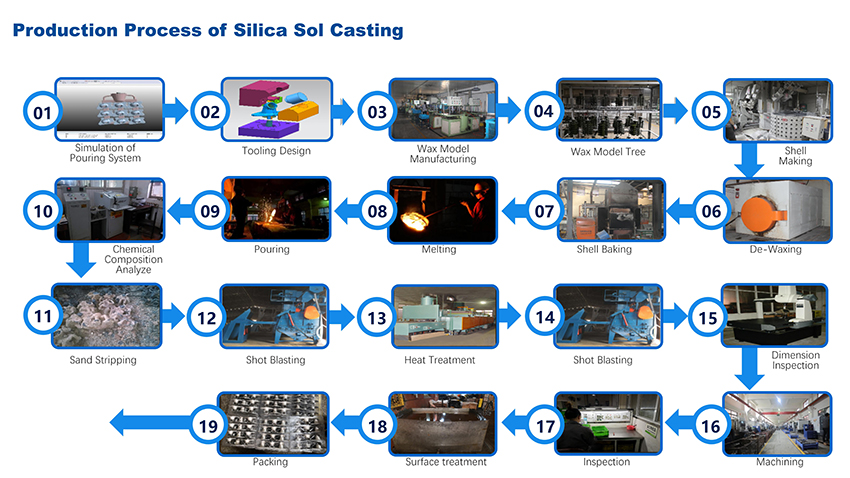
Операционни стъпки на прецизно леене на силициев зол
Операционният процес насилициев зол прецизно леенесе въвежда, както следва:
1. Проверете дали оборудването и инструментите за контрол на температурата работят нормално.
2. Изсипете старата течност от восък, възстановена от казана за депарафинизиране, във филтърния резервоар и филтрирайте; след това го изпратете в стояща кофа 1 и го оставете да престои 6-8 часа при температура под 90°C.
3. След като престои и източи утаената вода, изсипете течността от восък в кофата за отстраняване на водата.
4. Извадете восъчната течност в кофата, загрейте я на 110-120°C и разбъркайте, за да се изпари останалата вода, докато на повърхността на восъчната течност спре да се образува пяна.
5. Филтрирайте восъчната течност след отстраняване на водата през мрежа от <60 меша, след това я поставете в статичен варел II при <90°C и я дръжте на топло за повече от 12 часа.
6. Остатъчната вода и мръсотията на дъното на всяка кофа за отстраняване на вода и стояща кофа трябва да се източват редовно.
7. Изпратете рециклираната восъчна течност, обработена в статичен варел II, към изолационния варел на машината за пресоване на восък за тръба за материал, за да се използва като основна тръба за продукт (течащ).
8. Според производителността на стария восъчен материал и ситуацията с потреблението на восък, нов восък се добавя от време на време към статичния варел II за висококачествени железопътни отливки, обикновено около 3% -5%.
Размерът на прецизното леене на силициев зол не е много голям и изискванията за прецизност не са много високи. Въпреки това, алуминиевата рамка от калай-бисмут може да се използва като форма по време на употреба и теглото на тази форма е сравнително тежко. Основната причина е, че съдържа бисмут. .
Времето за производство на сложна форма за прецизно леене на силициев зол е по-кратко, спестявайки до известна степен производствените разходи. За сложни тънкостенни отливки, за да се подобри ефективно дишането на корпуса на продукта, могат да се поставят вентилационни отвори, където е възможно.
Обработка на леене със силициев золможе разумно да настрои системата за изливане, която може ефективно да предотврати увличането на изливащ въздух до известна степен, което е по-благоприятно за изпускането на въздух в кухината на формата. Температурата на изливане може да бъде подходящо повишена по време на производствения процес, за да се сведе до минимум размерът на опаковката за изливане. Разстоянието между дюзата и чашата за наливане.
Изпратете запитване


X
Ние използваме бисквитки, за да ви предложим по-добро сърфиране, да анализираме трафика на сайта и да персонализираме съдържанието. Използвайки този сайт, вие се съгласявате с използването на бисквитки от наша страна.
Политика за поверителност